Сведения о производителе рейсмусового станка СР-6-9
Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
- СР-6-6
Станок рейсмусовый односторонний - СР-6-9
Станок рейсмусовый односторонний - СР-6-10
Станок рейсмусовый односторонний - СР-8-2
Станок рейсмусовый односторонний
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
Что такое рейсмус, его функции и устройство
Правильно называется «рейсмусный станок». Относительно одной базы делаем разметку или строгание. Makita 2012 nb. Будет снят обзор и рассказано об отдельных его особенностях, плюсах и минусах.
Товары для изобретателей Ссылка на магазин.
Вначале рассмотрим, для чего нужен рейсмус, что может делать этот инструмент? Нужно это потому, что по сей день встречаются вопросы, например, зачем мне нужен фуганок, если имеется рейсмус. То есть люди уверены, что если мы в этот инструмент закладываем какую-то доску, то неважно, насколько она кривая или ровная, на выходе мы получаем идеально калиброванную. Это глубочайшее заблуждение, незнание принципа действия рейсмуса.
Рассмотрим теоретическую часть и школьный курс геометрии. Это инструменты для калибровки пиломатериалов по толщине. Он не выравнивает заготовку, может слегка подровнять, но не может делать базу. Задача только в том, чтобы построгать доску, обеспечить одинаковую толщину по всей длине и ширине.
Электроника для самоделок вкитайском магазине.
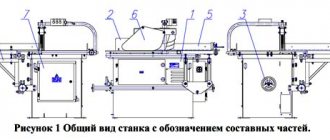
СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение органов управления станком СР 6-9. Рис. 4
Расположение органов управления станком СР 6-9. Рис. 5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей рейсмусового станка СР 6-9
- Станина — СР6-9.10.000 — Рис. 3, поз. 1
- Стол — СР6-9.12.000 — Рис 3, поз. 2
- Валец подающий (передний) — СР6-9.22.000 — Рис. 4, поз. 21, Рис. 10
- Прижимы — СР6-9.24.000 — Рис. 4, поз. 20, Рис 9
- Вал ножевой — CP6-9.25.000 — Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) — СР6-9.28.000 — Рис. 4, поз. 22, Рис. 11
- Привод подачи — СР6-9.30.000 — Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая — СР6-9.78.000 — Рис. 13*
- Электрооборудование — СР6-9.80.000 — Рис. 3, поз. 62
Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Лучшие рубанки
DEWALT DW735X Двухскоростной рейсмусовый станок
Двухскоростной строгальный станок DEWALT DW735X
Начиная с этой части оборудования, мы представляем высокопроизводительный и долговечный строгальный станок. Ножевая головка с тремя ножами дает очень мощный результат. Это также двигатель на 20 000 оборотов в минуту. Благодаря двухскоростной коробке передач пользователи могут изменять скорость подачи для оптимизации резки. Максимальная глубина резания составляет 1/8 дюйма при полной емкости 6 дюймов в глубину и 13 дюймов в ширину.
Недостатком этого рубанка является две формы: цена и вес. Он находится на более высоком конце ценового спектра, что делает его серьезным вложением. Вот почему он идеально подходит для профессионального или интенсивного пользователя. Три ножа также имеют короткий срок службы при высокой стоимости замены. Некоторые рецензенты решили приобрести разные ножи, чтобы получить более качественные результаты, но это будет отдельная покупка, основанная на индивидуальных потребностях.
С другой стороны, рубанок DeWalt также обеспечит надежное обслуживание клиентов и трехлетнюю гарантию. Обзоры строгального станка свидетельствуют о качестве обслуживания клиентов и качестве оборудования, при этом 75% опрошенных присуждают пять звезд. Большинство обзоров указывают, что это стоит ценника.
DEWALT DW735X Плюсы
- 20 000 об / мин
- Ножевая головка с тремя ножами
- Двухскоростная коробка передач
- Идеально для профессионалов
- 3 года гарантии
DEWALT DW735X Минусы
- Вес не подходит для портативности
- Высокая цена
- Сменные ножи стоят дорого
Фуговальный станок DEWALT, двухскоростной, 13 дюймов (DW735X)
- Мощный мотор 15 AMP, 20 000 об / мин (скорость ножевой головки 10 000 об / мин) легко обрабатывает большие разрезы в более широких материалах
- Режущая головка с тремя ножами продлевает срок службы ножа на 30 процентов, вентилятор выталкивает стружку из стружечной головки и вытягивает ее из машины
- Двухскоростная коробка передач позволяет пользователям изменять скорость подачи на оптимизацию порезов на дюйм при 96 или 179 CPI
- Максимальная глубина резания 1/8 дюйма, глубина 6 дюймов, ширина 13 дюймов
- Включает в себя столы для подачи и выгрузки, а также дополнительный набор ножей. Снизьте скорость подачи до 14 футов / мин. Тип самолета: стационарный
Makita 2012NB 12-дюймовый станок
Makita 2012NB 12-дюймовый станок
В противоположность весу DeWalt DW735X есть Makita 2012 NB. Эта машина имеет компактную конструкцию, что усиливает ее мобильность. Если проект нуждается в транспортировке на разные рабочие места, это хороший вариант. Он также имеет низкий уровень шума, что делает его более удобным и безопасным в эксплуатации. В целях безопасности станок оснащен светодиодной подсветкой, указывающей, когда он подключен к источнику питания и готов к работе.
Не позволяйте размеру одурачить вас — это по-прежнему мощное оборудование. Makita имеет двигатель 8500 об / мин, а максимальная ширина входа составляет 12 дюймов. Глубина реза составляет 1/8 дюйма. Глубина планирования составляет 1/16 дюйма. Отзывы показывают, что им легко пользоваться, что делает его подходящим выбором для новых деревообрабатывающих предприятий. Он имеет годовую гарантию. Эта покупка поставляется с двойными лезвиями строгального станка, гаечными ключами и ящиком для инструментов.
Как и у DeWalt DW735X, оборотной стороной является цена. Тем не менее, есть несколько вариантов финансирования, доступных в некоторых розничных магазинах. Капюшон для сбора пыли также продается отдельно, что создает еще одну покупку. Некоторые обзоры также сообщают, что замена лезвия может быть трудной.
Makita 2012NB Плюсы
- Двигатель 8500 об / мин
- Компактный дизайн подходит для транспортировки
- Низкий уровень шума
- 1 год гарантии
Makita 2012NB Минусы
- Дорого
- Капюшон для сбора пыли продается отдельно
DEWALT DW734 15 Amp 12-1 / 2-дюймовый настольный строгальный станок
DEWALT DW734 15 Amp 12-1 / 2-дюймовый настольный строгальный станок
Передайте привет мощному DeWalt DW734. Этот настольный строгальный станок имеет 20 000 оборотов в минуту и способен обрабатывать большие, глубокие пропилы в лиственных пород. У этого также есть ножевая головка с 3 ножами с одноразовыми и обратимыми стальными ножами. Мощность этого строгального станка обеспечивает 96 резов на дюйм — один из лучших показателей в портативных рубанках.
В дополнение к его мощности, цена также хорошо подходит для многих бюджетов. Это отличная альтернатива более дорогим моделям на рынке. Он долговечен и рассчитан на многие проекты. Большинство обзоров строгальных станков показывают, что это солидная инвестиция для деревообрабатывающих предприятий. Он также имеет 3-летнюю гарантию.
Конечно, есть и недостатки. Подобно DW 735, этот строгальный станок лучше всего подходит для настольного использования. Это тяжело, несмотря на то, что считается портативным. Стандартные лезвия со временем изнашиваются и требуют замены. В некоторых обзорах указывалось, что система сбора пыли оставляет желать лучшего.
DEWALT DW734 Плюсы
- 20 000 об / мин
- Ножевая головка с тремя ножами
- Ценовой ориентир
- 3 года гарантии
DEWALT DW734 Минусы
- Вес не подходит для портативности
- Система сбора пыли
- Сменные ножи стоят дорого
Настольный строгальный станок DEWALT, односкоростной, 15-амперный, 12-1 / 2-дюймовый (DW734)
- Режущая головка с тремя ножами и скоростью вращения 10 000 об / мин обеспечивает 96 разрезов на дюйм, что является одним из лучших вариантов любого портативного рубанка
- Одноразовые, реверсивные ножи увеличивают срок службы ножа на 30 процентов и позволяют быстро и легко заменить нож
- Четырехколонный фиксатор каретки резко уменьшает движение, которое вызывает укол
- Очень длинные столы подачи и выхода обеспечивают 33-1 / 2 дюйма материальной поддержки
- Мощный 15,0 А, 20 000 об / мин, двигатель обрабатывает более крупные и глубокие срезы в лиственных породах.
Delta Power Tools 22-555 Портативный рейсмусовый станок
Перфоратор Delta Power Tools 22-555
Для небольших проектов или более случайных пользователей, есть строгальный станок Delta. Эта модель имеет небольшой, но мощный 15-амперный мотор, идеально подходящий для небольшого магазина. Максимальная глубина резания составляет 3/32 ”; максимальная ширина подачи составляет 13 дюймов. Он имеет регулируемую подачу и разгрузку, чтобы уменьшить обрезку и обрабатывать длинные куски. Ножи с двойным лезвием и одноразовые. Он имеет низкую цену, что делает его очень выгодным. Он точный и прочный, с легкой заменой лезвия и небольшим производством отстрела. Он также имеет пятилетнюю ограниченную гарантию от известного бренда: Delta работает уже почти 90 лет!
Эта часть подходит для более случайного пользователя, так как его недостаток мощности не подходит для профессиональных или активных пользователей. Он не достаточно мощный, чтобы работать с более твердыми лесами. С учетом цены, гарантии и предполагаемого использования, это будет безопасная покупка.
Электроинструмент Delta 22-555 Плюсы
- 15-амперный мотор
- Двойные ножи
- Низкая цена
- Пятилетняя гарантия
- Хорошо подходит для обычного пользователя
Электроинструмент Delta 22-555 минусов
- Не достаточно мощный для профессионального или интенсивного пользователя
- Не подходит для более твердых пород дерева
Электроинструмент Delta 22-555 13 в портативном строгальном станке
- Мощный 15А мотор, способный справляться с самыми сложными задачами
- Конструкция с четырьмя колоннами обеспечивает превосходную стабильность для плавного и точного планирования
- Быстросменная система ножей с одноразовыми ножами с двумя лезвиями позволяет менять ножи без использования сложных центрирующих приспособлений
- Регулируемые столы подачи и разгрузки для лучшей поддержки длинных частей и уменьшения снайпера
- Реверсивный пылесборник позволяет собирать стружку с правой или левой стороны строгального станка. Размеры станка: 21-5 / 8 x 23-5 / 8 x 20-1 / 8 дюймов
WEN 6552 3-лезвный настольный рейсмусовый станок
Настольный строгальный станок WEN 6552 с 3 лезвиями и 15 амперами
Другой вариант для случайного пользователя или начинающего плотника — модель WEN 6552. Этот 15-амперный мотор может работать с плоскими досками толщиной до 6 дюймов и шириной 13 дюймов. Двигатель способен производить 25 500 резов в минуту. Благодаря конструкции с тремя лезвиями легко работать со всеми типами древесины — даже с твердыми. Он также имеет 2-летнюю гарантию и весит 66 фунтов: с более легкой стороны для рейсмусовых станков. Продукты WEN также поддерживаются сетью сервисных техников по всей стране.
Покупка также поставляется с чугунным основанием, регулируемыми по высоте столами подачи / выхода, портом для пыли с вентилятором и многим другим. Вспомогательный вентилятор отлично подходит для удаления стружки и опилок на рабочем месте. Комбинация чугунного основания и бортового планировочного инструмента создает прочный строгальный станок — не нужно беспокоиться о шаткой работе. Эта модель также по отличной цене, и рецензенты указывают, что качество не жертвует ценой.
Размер и мощность этого строгального станка не подходят для профессионального использования. Дом или случайный пользователь получат большую выгоду от этой покупки.
WEN 6552 Плюсы
- Мощный мотор на 15 ампер
- Способный 25 500 сокращений в минуту
- Трехлопастная конструкция
- Способен обрабатывать различные породы древесины
- Ценовой ориентир
- 2 года гарантии
WEN 6552 Минусы
- Размер и мощность не подходят для профессионального использования
WEN 6552 Строгальный станок с 3 лезвиями и 3-лезвиями на 15 ампер, 13 »
- Встроенный датчик удаления материала информирует пользователей о глубине резания каждого прохода
- Плоские доски толщиной до 6 дюймов и шириной 13 дюймов
- Двигатель 15А генерирует 25 500 резов в минуту со скоростью подачи 8м в минуту
- Конструкция с тремя лезвиями облегчает работу даже в самых твердых лесах
- Вентиляционное отверстие для пыли удаляет опилки с заготовки
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи — 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Принцип действия рейсмуса для столярки
Относительно горизонтально расположенного стола столярки натягивается пиломатериал. Подача осуществляется автоматически вальцами. Навстречу вращается строгальный вал. На нём расположены два режущих ножа. Иногда их может быть 3. В чём заключается принцип обработки древесины? Заготовка протягивается между неподвижным столом и валом. Вальцы, помимо того, что осуществляют автоподачу, прижимают заготовку к столу. Усилие прижатия очень большое, потому что если она будет недостаточным, заготовка приподнимется и съем будет происходить больше, чем нужно. Заготовка должна иметь жесткое позиционирование.
Можно ли сделать рейсмус из рубанка?
К этой же теме относится и заблуждения по поводу того, что можно сделать рейсмус из электрорубанка. Просто берут какую-то основу, взвешивают на ней электрорубанок и пропускаю заготовки. Так не бывает. Если вы прогоните одну и ту же заготовку 10 раз через рейсмус, толщина не изменится, так как доска калибруется при первом проходе и на втором проходе съем практически не происходит. В случае, если у нас не строгальный вал с вальцами, а просто электрорубанок, нет никакого ограничителя от того, чтобы заготовка чуть-чуть поднялась. В любом случае вы будете пропускать и каждый раз доска будет ложиться по-своему. Соответственно, съем произведете непредсказуемо. Можно ограничиться тем, что если мы используем электрорубанок, то надо вывести переднюю подошву максимально вверх, наклеить пористую резину, обязательно сделать металлическую лыжу. Она прижмет заготовку к основанию. Только в этом случае будет подобие рейсмуса. Это единственный вариант.
Способен ли рейсмус выравнивать заготовки?
Следующий вопрос касается выравнивания заготовки, рейсмус эту функцию выполнять не умеет. Эта задача реализуется только на фуганке. Обеспечивается только за счет того, что доска свободно проходит без деформации по идеально выровненный столам. Происходит съемка только выступающих частей. Когда мы прогоняем доску через рейсмус, она сильно деформируется. Вальцы её прижимают к столу, даже если она была горбатая, выпрямляется. После того, как доска выходит из рейсмуса, вновь и выгибается и первоначальный вид принимает. Этим объясняется то, что если вы заправили рейсмус пропеллер, то на выходе вы получите тот же пропеллер, только калиброванный. Также сабли, лыжи и подобные изогнутые детали.
Предложение на видео с пятой минуты о том, как и какой выбрать рейсмус, чтобы установить его в столярке (в начале статьи).
Обзор рейсмусного станка Варриор 206
Рейсмус DeWALT DW 733. Характеристики и настройка
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.