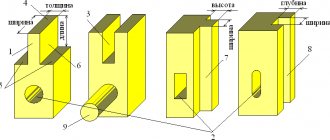
- Изображение шлицев на стержне
- Соединения резьбовые
- Клёпаные соединения
Соединения разъемные и неразъемные:
Соединения деталей в приборах и машинах весьма разнообразны по своему назначению, конструкции, технологии изготовления.
Соединения подразделяют на разъемные и неразъемные.
Основные разновидности соединений
Все соединения принято подразделять на следующие два основных вида:
- неподвижное. В данном случае детали соединяются так, чтобы в процессе работы их взаимное пространственное расположение не изменялось. Самый наглядный пример – это сварные соединения;
- подвижное. Соединение этого вида предусматривает возможность перемещения деталей относительно друг друга при работе. За примерами тоже далеко ходить не надо – лучше всего соответствует данному определению соединение зубчатое.
Соединения этих видов подразделяются в свою очередь на две большие группы:
- разъемные. Предоставляют возможность проведения многократной сборки, а также разборки конструкции без нарушения целостности ее компонентов. Например, резьбовые соединения и пр.;
- неразъемные. В данном случае разборка соединения сопровождается разрушением входящих в него деталей.
Неподвижные неразъемные соединения выполняются:
Механическим методом:
- прессовым давлением – запрессовка;
- расплющиванием наконечника крепежной детали – расклепывание;
- отклонением края соединительного элемента – загибка;
- формированием точечных углублений – кернение;
- обжатием шляпок заклепок и кромок металлических пластин – чеканка;
С использованием сцепления, проявляемого на физико-химическом уровне:
- сплавлением заготовок путем их нагрева – сварка;
- введение между скрепляемыми деталями металлического расплава – пайка;
- соединение посредством клеящего состава – склеивание;
Погружением заготовок в расплав:
формовка в:
- кокиле;
- специальной форме для литья под давлением – пресс-форма.
Сборка подвижных разъемных соединений осуществляется:
- металлургической операцией, в результате которой увеличивается длина заготовки и уменьшается площадь поперечного сечения – свободная обжимка;
- приданием заготовке определенного профиля пропусканием ее через вальцы – развальцовка.
Формирование подобных соединений призвано заменить целый элемент конструкции, если производство его из одной заготовки экономически невыгодно либо связано с неразрешимыми технологическими сложностями.
Клепочная фиксация
Этот способ сцепления применяется в основном для соединения листового металла и фасонных профилей. Технологическое отверстие в поверхностях осуществляют сверлением, далее вставляется клепка.
За счет механического воздействия стержень и головка деформируются, заполняют и фиксируют отверстие. Такую операцию производят ручным и механизированным способом. Клепками фиксируют материал, не поддающийся сварным работам, пайке, склеиванию, и к деталям, где надо оттянуть разрушающий процесс.
Разъемные соединения
Соединения данного типа широко применяются там, где возникает необходимость периодической замены деталей. Причины для проведения данной операции бывают совершенно разными, начиная с регламентного обслуживания, и заканчивая сменой износившегося рабочего компонента агрегата.
Соединения резьбовые
Разъемные соединения данного типа получили наибольшее распространение. Обусловлено это относительно невысокими стоимостными показателями процесса изготовления единицы резьбового крепежа, а также простотой и удобством монтажа/демонтажа. Понятие «резьба» обозначает последовательность равноудаленных один от другого выступов, расположенных по винтовой линии на поверхности стержня либо отверстия. Они могут иметь различную форму, но в каждом конкретном случае сечение выступов на всей резьбовой нити неизменно.
Резьба бывает метрической (в крепеже используется чаще всего) и дюймовой (применяется при реализации трубных соединений). По иным критериям она подразделяется на:
- цилиндрическую. Место ее формирования – боковая поверхность правильного кругового цилиндра;
- коническую. Наносится резьбовая нить на стальной стержень либо трубу, характеризующиеся конусообразной конфигурацией;
- трапецеидальную. Подвид резьбы метрической. Отличается профилем витков в виде равнобедренной трапеции;
- круглую. Профиль сформирован дугами, объединенными прямолинейными участками. Стороны образуют угол, равный 30°;
- упорную. Сечение витков выглядит как неравнобокая трапеция. Уклон одной стороны к вертикали составляет те же 30°, а другой – рабочей – 3°.
По количеству нитей резьба бывает одно- и многозаходной.
Штифтовые соединения
Формирование данного соединения выполняется путем совместного просверливания скрепляемых элементов конструкции с последующей установкой в созданные отверстия специальных деталей, называемых штифтами. Последняя операция должна осуществляться с натягом.
Производство цилиндрических штифтов регламентируют положения четырех Государственных стандартов. Чертежи установленных ими исполнений данных фиксаторов представлены ниже.
Исполнение штифтов по ГОСТу10774-80
Исполнение штифтов по ГОСТу 12207-79
Размерные характеристики
Для получения представления о порядке цифр, отображающих диапазон изменений размеров цилиндрических штифтов, представим данные, прописанные нормами ГОСТа 3128-70.
- Внешний диаметр (обозначение «d»): от 0,6 мм до 50,0 мм;
- Высота большей фаски (параметр «с»): минимальная 0,12 мм; максимальная 8,0 мм.
- Высота меньшей фаски (обозначение «а»): min 0,08 мм; max 6,3 мм.
- Общая длина штифта (параметр «l»): 2,0 мм…280,0 мм.
Сегодня производятся также конические штифты. По сравнению с вышеописанными цилиндрическими они обеспечивают фиксацию с большей точностью. При этом значение данной характеристики остается, практически, неизменным после многочисленных переборок. Также не влияет на него износ штифта. Эта деталь просто погружается на большую глубину, поэтому плотность ее посадки восстанавливается.
Нормируют производство конических штифтов положения трех Государственных стандартов. Ниже представлены утвержденные ими чертежи исполнений фиксаторов данного типа.
Размерные характеристики
Ниже для конкретики представлены пределы изменения размеров штифтов конических, утвержденных ГОСТом 9465-79. Особенностью этих метизов является наличие на одной из частей стержня резьбовой накатки.
- Диаметр гладкого участка стержня (параметр «d»): от 5,0 мм до 50,0 мм.
- Диаметр метрической резьбы (обозначение «d1»): минимальный M5; максимальный M36.
- Длина сегмента с резьбой (параметр «b»): не меньше 14,0 мм; не больше 78,0 мм.
- Ширина перехода с гладкого конусообразного участка стержня на отрезок с резьбой (обозначение «а»): min 2,4 мм; max 12,0 мм.
- Общая длина конического штифта (параметр «l»): 40,0 мм…400,0 мм.
- Высота трапецеидального торца (обозначение «с»): от 0.8 мм до 6,3 мм.
Соединения шпоночные
Сфера предназначения этих соединений – передача момента вращающего усилия. Их используют для закрепления на валах вентиляторов, муфт, шестерней, шкивов и т.д. В качестве сырья для изготовления шпонок служат, как правило, среднеуглеродистые стали. Создание шпоночных пазов на валу осуществляется посредством концевых либо дисковых фрез, а на ступицах – технологиями протягивания или долбления.
Разновидности
Шпоночные соединения бывают двух видов.
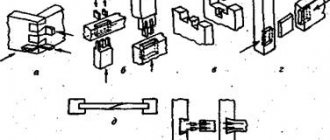
Ненапряженные. Обеспечивают высокую степень соосности сопрягаемых элементов конструкции. Ненапряженные соединения формируются с использованием шпонок призматических (поз. «а» на ниже размещенном рисунке) и сегментных (поз. «б»).
Высота и ширина шпонок (обозначение «h» и «b», соответственно) являются характеристиками производными от диаметра вала и устанавливаются положениями Государственных стандартов. Например, на призматические метизы распространяются требования ГОСТа 23360-78. Длина шпонок (параметр «l») рассчитывается в каждом конкретном случае.
Напряженные. Для создания данных соединений используются шпонки двух типов: клиновые. Это самотормозящиеся клинья, имеющие уклон, равный 1:100. (поз. «а» на ниже размещенном рисунке); тангенциальные. Когда работа ведется в реверсивном режиме, фиксация производится путем установки двух пар шпонок данного вида с соблюдением угла между ними 120° (поз. «б»).
Степень соосности, обеспечиваемая напряженными соединениями, не столь высокая по сравнению с ненапряженными. При использовании первых в ходе забивания клиньев возможен перекос ступицы. Поэтому на применение напряженных шпоночных соединений накладываются ограничения.
Шлицевые соединения
Используются данные соединения для передачи значительных моментов. По сравнению со шпоночными они ослабляют вал меньше. Шлицы выполняются технологиями накатки, долбления либо фрезерования. Что же касается пазов в ступицах, то при крупносерийном производстве их получают протягиванием, а при производстве мелкими партиями – долблением.
Шлицы отличаются формой профиля.
Они бывают:
- прямобочными (поз. «а» на выше размещенном рисунке). Используются для валов, диаметр которых не превышает 125,0 мм;
- эвольвентными (поз. «б»). Применяются для валов с диаметром (обозначение d), изменяющемся в диапазоне 4,0 мм≤d≤500,0 мм. В сравнении с предыдущим вариантом эвольвентное соединение отличается меньшей концентрацией напряжений и большей технологичностью;
- треугольными (поз. «в»). Применяются, когда требуется передать пустотелыми валами, а также тонкостенными ступицами небольшой вращающий момент. Другой широко распространенный вариант – использование в сопряжениях торсионных валов или в приводах управления. Автомобилистам знакомо соединение треугольными шлицами по приводу щеток стеклоочистителя.
Нормативные документы
Технические характеристики шлицевых соединений установлены Государственными стандартами под номерами:
- 1139-58 – шлицы прямобочные;
- 6033-80 – шлицы эвольвентные.
Рабочие параметры шлицевых соединений с треугольным профилем прописаны в Отраслевом стандарте 1.00092, принятом в 1973 году.
Шпоночное
Шпонки фиксируют вал с деталями, которые передают вращение и колебание. Конструкция таких элементов может быть призматическая, клиновая, сегментная, тангенциальная. Такой крепеж образует следующие виды соединений:
- Ненапряженные осуществляются с помощью призматических сегментных шпонок. При сборке нет предварительного напряжения.
- Напряженные производятся тангенциальными и сегментными шпонками. При сборке появляется монтажное напряжение. Используются для сложных механизмов.
Неразъемные соединения
В современном промышленном производстве применяются, преимущественно, три вида неразъемных соединений. Коротко рассмотрим их.
Прессованные соединения
Наибольшее распространение для реализации соединений данного типа получили прессовые фитинги. Посредством этих фасонных деталей осуществляется обвязка радиаторов, котлов, водопроводных смесителей и прочего сантехнического оборудования. Монтаж пресс-фитингов осуществляется с использованием специального обжимного инструментария – ручными либо электрическими пресс-клещами. Последовательность действий представлена ниже в картинках.
Использование пресс-фитинга обеспечивает герметичность неразъемного соединения. Наибольшее распространение получили такие детали, изготовленные из меди (элемент Сu) и медьсодержащих сплавов. Предъявляемые к ним технические требования утверждены ГОСТом 32591-2013. Номинальный диаметр пресс-фитингов (обозначение d) изменяется в диапазоне 6,0 мм≤d≤267,0 мм. Они соединяют трубы с минимальной толщиной стенки от 0,6 мм до 3,0 мм.
Сварные соединения
Из соединений неразъемного типа наиболее совершенными являются именно сварные. Здесь действуют силы на межатомном уровне. Кромки скрепляемых элементов конструкции расплавляются, а прочный сварной шов образуется после их остывания. Такая операция чаще всего выполняется посредством электродуговой либо газовой сварки.
Нормативные документы
Создание сварного соединения регламентируют Государственные стандарты под номерами:
- 5264-80. Содержит требования к ручной электродуговой сварке;
- 8713-79. Здесь прописаны правила проведения автоматической, а также полуавтоматической сварки с применением/без применения подварочного шва (предотвращает прожоги при последующих сварочных работах), флюсоудерживающих приспособлений и подкладок;
- 1533-75. Нормирует автоматическую и полуавтоматическую сварку под защитным слоем флюса. В обоих случаях предусматривается ручная подварка;
- 15878-79. Регламентирует выполнение контактной сварки всех разновидностей, начиная с точечной, включая рельефную и роликовую, и заканчивая стыковой;
- 15164-78. Содержит требования к сварке электрошлакового типа с применением проволочного электрода;
- 14771-76. Утверждает технические условия проведения электродуговой сварки в газах, препятствующих проникновению в зону расплава вредных соединений из атмосферного воздуха. В частности, в инертных негорючих газах, например, в гелии (Не) и аргоне (Аr); в газе с формулой СО2, известным под названием углекислый.
В первом случае должны использоваться неплавящиеся электроды, а во втором – плавящиеся;
- 14806-80. В этом ГОСТе указаны правила проведения электродуговой сварки в инертных защитных газах деталей, произведенных из алюминия (элемент Аl) и сплавов, в которых он содержится;
- 16310-80. Прописаны требования к сварным соединениям таких полимерных материалов, как полиэтилен (формула (С2Н4)n); полипропилен (формула (С3Н6)n); винипласт – пластическая масса, созданная на основе перхлорвиниловой смолы (общепринятое сокращение – ХПВХ) и поливинилхлорида (формула (С2Н3Сl)n).
Клепаные соединения
Клепаным называется соединение элементов конструкции, созданное с использованием заклепок, а само место сопряжения принято именовать клепаным швом. Обычно используется данная технология по отношению к промышленно-гражданским объектам, подвергающимся высоким вибрационным нагрузкам. В частности, без заклепок не обходится процесс возведения пролетов мостовых сооружений.
Нормативные документы
Единого Государственного стандарта, устанавливающего допустимые к реализации разновидности клепаных соединений, на территории нашей страны нет. Однако при их создании нужно руководствоваться положениями OCTа 1 00872-77, описывающими методы испытаний объектов, в которых применялись заклепки:
- на статический срез этих метизов;
- на усталость, когда соединение работает в условиях, вызывающих срез заклепок.
Иное дело с нормативными документами, регламентирующими производство самих крепежных деталей всех типов. Речь идет о Государственных стандартах под номерами:
- 10299-80, 10300-80, 10301-80, 10302-80, 10303-80. В них прописаны технические условия на заклепки нормальной и грубой точности с полусферической, потайной, полупотайной, полусферической низкой и плоской закладной головкой, соответственно;
- 10304-80. Содержит общие технические условия на производство заклепок нормальной и грубой точности;
- 12638-80, 12639-80, 12640-80, 12641-80, 12642-80, 12643-80. Эти стандарты утверждают технические условия на полупустотелые заклепки, имеющие скругленную, плоскую, потайную, полусферическую, плоскую и потайную закладную головку, соответственно;
- 12644-80. Здесь прописаны общие технические условия производства пустотелого и полупустотелого заклепочного крепежа;
- 14797-85, 14798-85, 14799-85,14800-85, 14801-85. Данные стандарты устанавливают конструкцию и размерные характеристики заклепок, произведенных с повышенной точностью и имеющих полусферическую, потайную с углом 90°, потайную с углом 120°, плосковыпуклую и плоскую закладную головку, соответственно.
Сварочное
Чем они особенны? Такие виды соединений образуются за счет нагрева и наплавления материала в месте крепления с образованием сварного шва. Это сцепление считается одним из самых распространенных.
Существует несколько вариантов сварки. Самые популярные из них:
- Сварка электродугой. Можно выделить три основных подвида: автоматическая под флюсом (отличается высокой производительностью и качеством, используется в массовом производстве), полуавтоматическая под флюсом (используется для коротких прерывистых швов), ручная (пониженная скорость производительности, качество зависит напрямую от опыта сварщика).
- Контактная сварка. Применяется на массовом производстве для тонколистного металла. Шов выполняется нахлесточный.
Один из популярных вариантов крепления представлен на фото.
Часто применяется и в загородном строительстве.
Что такое фитинг
Фитинг
— это деталь соединения трубопровода. Название это «забугорное», там любят все укороченное, чтобы было легко выговорить на бегу жующим ртом. Вот наше определение фитинга из ГОСТ 15763-2005:
«Детали соединений трубопроводов
: Корпусные детали (штуцера, угольники, тройники, крестовины, заглушки, пробки), соединительные детали (накидные и установочные гайки, контргайки, болты, фланцы) и уплотнительные детали (врезающееся кольцо, зажимное кольцо, приварные и паяные ниппели, прокладки и т.п.), обеспечивающие в сборе соединение трубопроводов.»
Малоинформативное название, не правда ли? Собственно эта статья написана для того, чтобы рассмотреть эти самые детали более подробно.
Более конкретное значение имеет термин «муфта», однако и он имеет довольно широкий перечень деталей. Муфта
(сантехническая) — это деталь соединения двух труб между собой. Соединяемые трубы могут быть как одинаковых, так и разных типов (и диаметров).
Муфты бывают обычные резьбовые (чугунные, латунные или бронзовые); комбинированные, для соединения металла с полипропиленом (разборные и неразборные); под пайку (полипропилен или медь); компрессионные, для соединения металла с различными пластиками (сшитый полиэтилен или металлопластик), которые чаще называют цангами.
На практике, муфты для металлопластиковых труб и труб сшитого полиэтилена (PEX-AL и PEX) чаще называют фитингами, хотя термин «муфта» к ним также применим.