Пропилом называется щель, образующаяся в древесине при срезании зубьями режущего инструмента узких стружек и опилок. У пропила можем выделить несколько параметров с которым взаимодействуют зубья режущего инструмента, таких как боковые стенки и дно. Так же ширина пропила, определяющая количество древесного материала отправляемого в отходы, которая в свою очередь обусловлена размером режущей части инструмента.
Из за особенностей структуры древесного материала различают пиление направленное вдоль волокон, пиление поперек волокон и смешанное пиление.
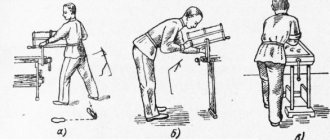
Пиление в направлении вдоль волокон древесины, так и называется «продольным». При продольном пилении древесины главная режущая кромка резца, а это один зуб пилы, осуществляет торцевое или продольно-торцевое резание. Боковые кромки зуба пилы при этом производят поперечное или продольно-поперечно резание. Пример продольного пиления — раскрой лафета на доски на многопильном станке, пиление бревна на необрезные доски на ленточнопильном станке или обрезка кромки необрезной доски на специализированном кромко-обрезном станке.
Пиление в направлении поперек волокон древесины называется «поперечным». При поперечном пилении древесины главная режущая кромка зуба пилы режет поперек волокон., а боковые кромки в торец. Примером поперечного пиления является операция «торцевания» заготовок, осуществляемое на торцовочных станках.
В случае смешанного резания или резания под углом к направлению волокон древесины главная режущая кромка зуба пилы производит торцово-поперечное или торцово-поперечно-продольное резание. Боковы кромки зуба пилы производят поперечно-торцевое резание.
Пиления при раскрое различных древесных материалов, таких как фанера, древесностружечные или древесноволокнистые плиты, всегда будет смешанным. Это обусловлено разнонаправленной ориентацией составляющих плиту волокон по толщине обработки.
Инструменты для пиления — Пилы.
Пиление древесины принято производить специальным инструментом для пиления, т.е. пилами. Пила это режущий инструмент оснащенный множеством резцов, установленных на полотне пилы один за другим. Пилы бывают нескольких в той или иной степени отличающихся видов — рамные, ленточные, цепные и дисковые.
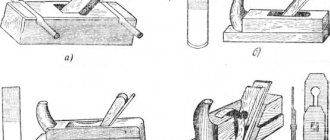
Рамные пилы представляют собой конечное, относительно жесткое полотно с установленными с одной стороны зубьями -резцами. Пример рамной пилы — двуручная пила для домашнего использования. Пиление рамными пилами производится при прямолинейно-возвратном движении полотна пилы.
Ленточные пилы по своей структуре близки к рамным. Отличие в том, что тело ленточной пилы более узкое и гибкое и может быть сварено в кольцо. Тем самым образуется инструмент, с бесконечным рядом зубьев-резцов, пиление которым производится благодаря непрерывному вращению в одну сторону.
Цепные пилы по принципу работы близки к ленточным пилам, хотя устройство их, конечно, отличается кардинально. Это бесконечная вращающаяся последовательность зубьев, установленная на специальный носитель — цепь.
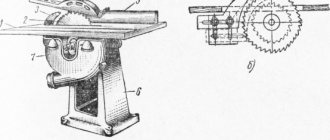
И наконец — дисковые пилы. У инструмента этого вида зубья-резцы располагаются по внешней стороне диска, как правило стального. Диаметры дисков для пил этого вида могут быть самыми различными, что в сочетании с комбинацией количества самих зубьев дает возможность использовать их в самых различных областях применения.
Углы шлифования и конфигурация зубьев пилы
Как ранее было отмечено, рассматриваемое изделие характеризуется довольно сложной конфигурацией. Среди особенностей современных вариантов исполнения можно отметить следующие моменты:
- Выбор цепи для продольного пиления проводится для конкретной модели бензопилы, так как конфигурация во многом зависит от мощности и некоторых других моментов.
- Для продольного распиливания шаг расположения режущих пластин составляет 0,325 дюйма. За счет этого обеспечивается высокая стабильность на момент работы.
- Режущая кромка может иметь толщину 1,3 мм. В продаже встречаются также варианты исполнения, которые имеют толщину около 1,1 мм, но их сложно заточить в домашних условиях. Кроме этого, небольшая толщина позволяет проводить резание не толстых веток.
- Уделяется внимание и высоте профиля, которая варьирует в диапазоне от 0,625 до 0,762 мм. Для бытовых вариантов исполнения подходит вариант исполнения с низким профилем. Этот показатель определяет вероятность появления вибрации на момент пиления.
Некоторые общие особенности пил.
Конструктивное исполнение вышеуказанных видов пил будет описано в отдельных статьях на нашем сайте, здесь коснусь только о некоторых общих моментов. Зона пилы, где установлены зубья носит название «зубчатый венец». Профиль зуба пилы может быть с прямой заточкой, применяется для продольного пиления, с косой заточкой, для поперечного, применяются так же и более сложные профили, а так же их комбинации.
При пилении боковые режущие кромки зубьев пилы оказывают давление на стенки пропила. После прохода зубьев пилы стенки пропила частично восстанавливаются, сокращается расстояние между ними, что может привести к зажатию полотна пилы в пропиле. При трении пилы о стенки пропила возрастает нагрузка на механизмы, приводящие пилу в движение, а пила может нагреться до потери устойчивости.
Для обеспечения свободного движения полотна пилы во время пиления и исключения потерь мощности от трения боковых стенок пропила о полотно пилы нeoбходимо, чтобы ширина пропила превышала толщину полотна пилы. Одним из способ обеспечения этого условия стал, так называемый «разводом» зубьев пилы, т.е. чередующимся отгибанием зубьев наружу. В случае применения в качестве резцов пилы напаянных пластинок твердого сплава, их размер должен превышать толщину тела пилы.
Важной характеристикой пилы любого вида является такой параметр как «вместимость межзубной впадины». Производительность при пилении характеризуется величиной подачи на зуб, определяемой как раз по вместимости межзубной впадины, заполняемой образовавшимися при пилении опилками. Существуют созданные на основании многочисленных исследований рекомендации для расчета подачи на зуб по заполнению впадин опилками и о них мы поговорим при описании особенностей пиления конкретными видами пил.
Пильные цепи для продольного пиления бензопилой
Современная цепь для продольного пиления представлена достаточно сложной конструкцией, которая изготавливается при применении высококачественной стали, характеризующейся повышенной износоустойчивостью и коррозионной стойкостью. Среди особенностей можно отметить следующее:
- Конструкция представлена отдельными звеньями, которые соединены между собой особым способом. За счет этого обеспечивается высокий уровень гибкости, цепь для продольного пиления может повторять сложную форму шины.
- Есть несколько различных пластин по предназначению: режущие, направляющие и соединительные. Режущие проводят непосредственное снятие материала.
Естественный процесс эксплуатации становится причиной, по которой происходит износ режущих пластин. Кроме этого, нарушение рекомендаций по эксплуатации также могут привести к подобному результату, к примеру, если в зону резания попал грунт.
Именно поэтому все обладатели подобного инструмента должны уделить внимание тому, каким именно образом проводится заточка.
Некоторые особенности пиления.
Пиление может осуществляться по индивидуальному или групповому плану. При индивидуальном пилении исходный древесный материал распиливается одной пилой и отдельными резами, что позволяет учесть его индивидуальные особенности.
Индивидуальное пиление характерно для обработки на круглопильных, ленточнопильных вертикальных или горизонтальных станках и эффективен при распиловке древесины ценных пород, раскрое бревен большого диаметра и бревен со значительными пороками.
В остальных случаях возможно групповое пиление, для этого применяются лесопильные рамы, многопильные круглопильные и ленточнопильные, а также фрезерно- пильные станки.
Процессы пиления древесных материалов это сложный физико-механический процесс разрушения не только обрабатываемого материала, но и самого режущего инструмента, под воздействием сбегающей стружки и поверхности резания на рабочие грани инструмента.
Сложность процесса резания определена непостоянством свойств древесины и древесных материалов, изменением режущей способности резца из-за нарушения геометрии лезвия, многообразием технологических факторов и их сложными взаимосвязями. Об этом мы еще будем говорить в следующих статьях.
Другие Статьи Категории
- Немного теории раскроя бревна при лесопилении. / 20-мая-2019 /
- Об износе деревообрабатывающего инструмента. / 19-окт-2018 /
- Обеспечение взаимозаменяемости при производстве деталей из древесины. / 20-нояб-2017 /
- Окорка — важная операция в технологическом процессе деревообработки. / 17-июнь-2018 /
- Основы резания древесины резцами деревообрабатывающего инструмента. / 21-мая-2016 /
- Особенности облицовывания плит ДСП, МДФ в прессах. / 07-июль-2018 /
- Пиление древесины и пилы различных видов / 17-авг-2016 /
- Пиление древесины круглыми пилами / 29-нояб-2016 /
- Пиление ленточными пилами, преимущества. / 21-янв-2018 /
- Повышение стойкости деревообрабатывающего инструмента / 20-янв-2019 /
Виды распила древесины
Качество конечного продукта зависит от большого числа факторов – сорта древесины и качества исходного сырья, профессионализма работников, правильной сушки. Однако есть еще один немаловажный аспект – это метод распила лесоматериалов.
Различают такие методы распила:
- тангенциальный
- радиальный
- рустикальный
- продольный
- поперечный.
Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
В ходе тангенциального распила плоскость разреза пролегает по касательной к годичным слоям материала на определенном расстоянии от сердцевины. Поскольку волокна древесины, чаще всего, расположены в различных направлениях, то на поверхности получается естественный узор в форме причудливых «арок», «завитушек», «колец». Структура доски при таком варианте распила отличается неоднородностью, могут присутствовать древесные поры. По окончанию тангенциального распила доски отличаются повышенным коэффициентом усушки и разбухания. Также эта схема распиловки бревна дает возможность повысить коэффициент полезного выхода, что становится причиной снижения себестоимости конечного продукта.
Пиление заготовок из древесины радиальным методом осуществляется перпендикулярно годовым кольцам. Таким образом, получается однородная доска с наименьшими промежутками между годовыми слоями. При этом создается привлекательный рисунок, а также повышается прочность пиломатериала. Радиальные материалы характеризуются высокой сопротивляемостью деформации и износоустойчивость. Также такие доски имеют более низкие показатели усушки и разбухания в сравнении с пиломатериалами тангенциального распила. Поэтому готовые изделия, к примеру, паркетная доска, половая доска, блок-хаус, вагонка, практически не растрескиваются на лицевой части, а вот материалы тангенциальной распиловки подвержены таким явлениям. Клееный брус создают только из досок радиального и полурадиального распила, потому что механические и геометрические параметры находятся в прямой зависимости от сопротивления волокон. Данное сопротивление растет во время склеивания пластей с разнонаправленными годовыми кольцами под углом наклона не более 45°.
Из цельного бревна можно получить лишь 10-15% радиальных досок. Поэтому они имеют высокую стоимость. Самые лучшие показатели демонстрирует материал, имеющий угол между годичными слоями и плоскостью распила от 80 до 90 градусов.
Механизированная заточка на машине
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.
При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Приспособления для точной разметки
Перед обработкой важно нанести разметку заготовки, от правильности расчетов зависит каким будет созданное изделие. Может показаться со стороны, что сделать разметку просто, это не так. Потому что ошибившись даже на долю сантиметра в расчетах при авиационном моделировании можно иногда забраковать всю конструкцию.
Приборы для черчения и создания ровных линий:
- рейсмас;
- чертилка и циркуль с острыми конечностями;
- складная рулетка;
- штангенциркуль и линейка металлическая;
- железный треугольник и столярный транспортир (малка).
Судя по габаритному набору принадлежностей предполагается высочайшая точность разметочных линий для мелких деталей. По этим наброском предстоит выкроить полноценные детали из дерева. Для этого нужна не только качественная ножовка, но знание таких терминов как: обработка поперечного, продольного, косого, наклонного направления в пилении древесины. Для более точного распиливания мелких частей приспособлена ножовка, работающая в разных направлениях и считается универсальной помощницей. Ножовка должна быть всегда в исправном состоянии, для которого нужна острота зубьев, прямолинейность, развод и удобная ручка.
Как разводить ручные пилы
При неправильной обработке полотен, пила будет зажиматься и заедать в пропилке, тем самым станет труднее пилить и снизится качество работы и распиливаемого материала.
Чтобы этого не происходило и пилка не зажималась, для зубьев производится разведение. Выполняется развод зубов в разные стороны в шахматном порядке, при чём, не должно быть превышено больше половины их высоты. В противном случае, то есть при полном отгибании по всей высоте, пила может треснуть и выйти из строя, так как режущая часть становится шире и чистота пиления падает, вырабатывается много отходов. К тому же, при работе с сильно разведенной пилой тяжело работать. При разнобойном разгибании тоже возникает масса неудобств, зубья отогнутые меньше других не будут задействованы, а рабочие быстро сточатся.
Для разводки пила зажимается деревянными тисками возле основания зубов. При использовании железных тисков под обеи стороны полотнища подкладывается несколько дощечек для защиты от деформации. Процесс проходит при помощи плоскогубцев или отвёртки, но лучше воспользоваться специализированной разводкой, имеющих различные конструкции. Для равномерного развода зубцов существуют разводки, работающие подупором. После развода зубья затачиваются.