A kerf is a gap formed in wood when narrow shavings and sawdust are cut by the teeth of a cutting tool. At the cut, we can identify several parameters with which the teeth of the cutting tool interact, such as the side walls and bottom. Also, the width of the cut, which determines the amount of wood material sent to waste, which in turn is determined by the size of the cutting part of the tool.
Due to the characteristics of the structure of the wood material, sawing directed along the grain, sawing across the grain and mixed sawing are distinguished.
Sawing in the direction along the grain of the wood is called “longitudinal”. When longitudinally sawing wood, the main cutting edge of the cutter, which is one saw tooth, performs end or longitudinal end cutting. The side edges of the saw tooth produce transverse or longitudinal-transverse cutting. An example of longitudinal sawing is cutting a carriage into boards on a multi-rip machine, sawing a log into unedged boards on a band saw, or trimming the edge of an unedged board on a specialized edging machine.
Sawing in a direction across the grain of the wood is called cross-cutting. When cross-cutting wood, the main cutting edge of the saw tooth cuts across the grain, and the side edges at the end. An example of cross-cutting is the operation of “trimming” workpieces, carried out on cross-cutting machines.
In the case of mixed cutting or cutting at an angle to the direction of the wood fibers, the main cutting edge of the saw tooth produces a face-transverse or face-transverse-longitudinal cutting. The side edges of the saw tooth produce transverse end cutting.
Sawing when cutting different wood materials such as plywood, particleboard or fibreboard will always be mixed. This is due to the multidirectional orientation of the fibers that make up the board along the thickness of the treatment.
Sawing tools - Saws.
Sawing wood is usually done with a special sawing tool, i.e. saws. A saw is a cutting tool equipped with many cutters mounted on the saw blade one after the other. Saws come in several different types - frame, band, chain and circular.
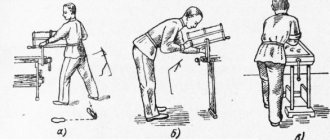
Frame saws are a final, relatively rigid blade with cutter teeth installed on one side. An example of a frame saw is a two-handed saw for home use. Sawing with frame saws is carried out with a straight-return motion of the saw blade.
Band saws are similar in structure to frame saws. The difference is that the band saw body is narrower and more flexible and can be welded into a ring. This creates a tool with an endless row of cutter teeth, the sawing of which is carried out due to continuous rotation in one direction.
Chain saws are similar in operating principle to band saws, although their design, of course, is radically different. This is an endless rotating sequence of teeth mounted on a special carrier - a chain.
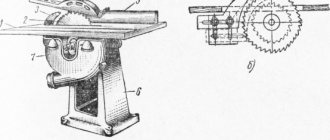
And finally - circular saws. In a tool of this type, the teeth-cutters are located on the outer side of the disk, usually steel. The diameters of blades for saws of this type can be very different, which, combined with the combination of the number of teeth themselves, makes it possible to use them in a wide variety of applications.
Grinding angles and saw tooth configurations
As previously noted, the product in question is characterized by a rather complex configuration. Among the features of modern versions, the following points can be noted:
- The choice of chain for rip sawing is carried out for a specific chainsaw model, since the configuration largely depends on the power and some other points.
- For rip sawing, the cutting blade spacing is 0.325 inches. This ensures high stability during operation.
- The cutting edge can have a thickness of 1.3 mm. There are also versions on sale that have a thickness of about 1.1 mm, but they are difficult to sharpen at home. In addition, the small thickness allows cutting of thin branches.
- Attention is also paid to the profile height, which varies in the range from 0.625 to 0.762 mm. For domestic versions, the low profile version is suitable. This indicator determines the likelihood of vibration occurring at the time of sawing.
Some common features of saws.
The design of the above types of saws will be described in separate articles on our website; here I will only touch on some general points. The area of the saw where the teeth are installed is called the “ring gear”. The saw tooth profile can be straight sharpened, used for longitudinal sawing, with oblique sharpening, for transverse sawing, more complex profiles are also used, as well as their combinations.
When sawing, the side cutting edges of the saw teeth exert pressure on the walls of the cut. After the saw teeth pass, the walls of the cut are partially restored, the distance between them is reduced, which can lead to the saw blade being pinched in the cut. When the saw rubs against the walls of the cut, the load on the mechanisms that drive the saw increases, and the saw can heat up to the point of losing stability.
To ensure free movement of the saw blade during sawing and to eliminate power loss from friction of the side walls of the cut on the saw blade, it is necessary that the width of the cut exceed the thickness of the saw blade. One of the ways to ensure this condition was the so-called “set apart” of the saw teeth, i.e. alternating bending of the teeth outward. If soldered carbide plates are used as saw cutters, their size must exceed the thickness of the saw body.
An important characteristic of any type of saw is the “capacity of the interdental cavity.” Sawing productivity is characterized by the amount of feed per tooth, determined precisely by the capacity of the interdental cavity, filled with sawdust formed during sawing. There are recommendations created on the basis of numerous studies for calculating the feed per tooth by filling the cavities with sawdust, and we will talk about them when describing the features of sawing with specific types of saws.
Saw chains for rip sawing with a chainsaw
A modern chain for longitudinal sawing is represented by a rather complex design, which is made using high-quality steel, characterized by increased wear resistance and corrosion resistance. Among the features are the following:
- The design is represented by individual links that are connected to each other in a special way. This ensures a high level of flexibility; the rip sawing chain can follow the complex shape of the bar.
- There are several different plates for their purpose: cutting, guiding and connecting. Cutters directly remove material.
The natural process of operation becomes the reason why cutting inserts wear out. In addition, violation of operating recommendations can also lead to a similar result, for example, if soil gets into the cutting zone.
That is why all owners of such a tool should pay attention to exactly how sharpening is carried out.
Some features of sawing.
Sawing can be carried out according to an individual or group plan. With individual sawing, the original wood material is sawed with one saw and separate cuts, which makes it possible to take into account its individual characteristics.
Individual sawing is typical for processing on circular saws, band saws, vertical or horizontal machines and is effective when sawing valuable wood, cutting large diameter logs and logs with significant defects.
In other cases, group sawing is possible; for this, sawmill frames, multi-saw circular saws and band saws, as well as milling and sawing machines are used.
The processes of sawing wood materials is a complex physical and mechanical process of destruction of not only the material being processed, but also the cutting tool itself, under the influence of escaping chips and the cutting surface on the working edges of the tool.
The complexity of the cutting process is determined by the variability of the properties of wood and wood materials, changes in the cutting ability of the cutter due to a violation of the geometry of the blade, a variety of technological factors and their complex relationships. We will talk about this more in future articles.
Other Articles Categories
- A little theory of cutting logs during sawmilling. / May 20, 2019 /
- About the wear of woodworking tools. / 19-Oct-2018 /
- Ensuring interchangeability in the production of wood parts. /20-Nov-2017/
- Debarking is an important operation in the woodworking process. / 17-June-2018 /
- Basics of cutting wood with woodworking tool cutters. / May 21, 2016 /
- Features of cladding chipboard and MDF boards in presses. / 07-Jul-2018 /
- Sawing wood and saws of various types / 17-Aug-2016 /
- Sawing wood with circular saws / 29-Nov-2016 /
- Sawing with band saws, advantages. / 21-Jan-2018 /
- Increasing the durability of woodworking tools / 20-Jan-2019 /
Types of wood cutting
The quality of the final product depends on a large number of factors - the type of wood and the quality of the raw materials, the professionalism of the workers, and proper drying. However, there is another important aspect - this is the method of cutting timber.
There are the following cutting methods:
- tangential
- radial
- rustic
- longitudinal
- transverse.
Rustic is a cut that is performed at an acute angle to the direction of the grain. This method is used in the manufacture of lumber for rustic flooring, which can be called the most heterogeneous and original in pattern and shade.
During tangential cutting, the cutting plane lies tangentially to the annual layers of the material at a certain distance from the core. Since wood fibers are most often located in different directions, a natural pattern in the form of fancy “arches”, “curls”, “rings” is obtained on the surface. The structure of the board with this cutting option is heterogeneous; wood pores may be present. At the end of the tangential cut, the boards are characterized by an increased coefficient of shrinkage and swelling. Also, this log sawing scheme makes it possible to increase the useful yield coefficient, which causes a reduction in the cost of the final product.
Sawing wood blanks using the radial method is carried out perpendicular to the annual rings. Thus, a homogeneous board is obtained with the smallest gaps between annual layers. This creates an attractive pattern and also increases the strength of the lumber. Radial materials are characterized by high resistance to deformation and wear resistance. Also, such boards have lower rates of shrinkage and swelling compared to tangentially cut lumber. Therefore, finished products, for example, parquet boards, floorboards, block houses, linings, practically do not crack on the front part, but tangentially sawn materials are susceptible to such phenomena. Glued laminated timber is created only from radial and semi-radial cut boards, because the mechanical and geometric parameters are directly dependent on the resistance of the fibers. This resistance increases during gluing of layers with multidirectional annual rings at an inclination angle of no more than 45°.
Only 10-15% of radial boards can be obtained from a single log. Therefore they have a high cost. The best performance is demonstrated by material having an angle between the annual layers and the cutting plane from 80 to 90 degrees.
Mechanized sharpening on a machine
Special tools that can be used to simplify the procedure have become quite widespread. Such machines are equipped with a special electric drive and grinding wheels with increased wear resistance.
A small tool is suitable for use at home. Such devices can be powered from a 220 V network, and the power consumption is 100 W. Installing a chain is quite simple; the sharpening procedure can be carried out even without special training.
When choosing a machine, pay attention to the following points:
- Adjustment of the sharpening angle within a certain required range.
- Possibility of processing chains with different pitches and cutting edge thicknesses.
- Features of the procedure for changing grinding discs.
- Control of the cutting width value.
- Power of the installed electric motor and energy consumption indicator.
Devices for precise marking
Before processing, it is important to mark the workpiece; the correctness of the calculations determines what the created product will be like. It may seem from the outside that marking is simple, but it is not. Because if you make a mistake even by a fraction of a centimeter in the calculations during aviation modeling, you can sometimes reject the entire structure.
Devices for drawing and creating straight lines:
- Reismas;
- scriber and compass with sharp limbs;
- folding tape measure;
- metal calipers and ruler;
- iron triangle and carpenter's protractor (malka).
Judging by the dimensional set of accessories, the highest accuracy of marking lines for small parts is assumed. Based on this sketch, we will have to cut out full-fledged parts from wood. To do this, you need not only a high-quality hacksaw, but knowledge of such terms as: processing of transverse, longitudinal, oblique, inclined directions in sawing wood. For more precise sawing of small parts, a hacksaw is adapted, working in different directions and is considered a universal assistant. The hacksaw must always be in good condition, which requires sharp teeth, straightness, spread and a comfortable handle.
How to set up hand saws
If the blades are processed incorrectly, the saw will clamp and jam in the cut, thereby making it more difficult to saw and reducing the quality of the work and the material being cut.
To prevent this from happening and to prevent the file from getting clamped, the teeth are thinned. The teeth are moved in different directions in a checkerboard pattern, and more than half their height should not be exceeded. Otherwise, that is, when fully bent over the entire height, the saw may crack and fail, since the cutting part becomes wider and the cleanliness of the sawing decreases, a lot of waste is generated. In addition, it is difficult to work with a highly set saw. With uneven extension, a lot of inconvenience also arises; teeth bent less than others will not be used, and the workers will quickly grind down.
To set the saw, the saw is clamped with a wooden vice near the base of the teeth. When using an iron vice, several boards are placed under both sides of the panel to protect it from deformation. The process is carried out using pliers or a screwdriver, but it is better to use specialized wiring having various designs. To ensure uniform spacing of the teeth, there are props that work as a support. After setting, the teeth are sharpened.