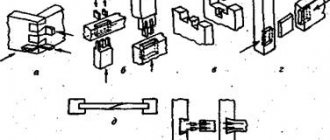
Joiner's tenon joint (tenon and groove)
When creating any structure, fastening methods are always developed that can ensure reliability, the possibility of long-term operation and a neat appearance. To solve these problems, so-called tenon joints are used in wooden products. The basic principle of fastening two parts is to create spikes in one part and grooves (eyes) in the other into which they are inserted. Using carpentry tools, both parts are processed with precise adherence to geometric dimensions. This ensures reliable grip, especially if plywood is used as the material. After this, the product can be used without the use of additional fastening elements. However, to increase reliability, wood glue or additional fasteners are used.
TECHNICAL REQUIREMENTS FOR GLUING AND VENAMING OF WOOD
Requirements for wood
.
The moisture content of wood during gluing should be within 8±2%; The moisture content of planed plywood is within 5-6%. The wood for gluing must be stress-free and free of warping, cracks and splits. The moisture content of wood during gluing increases slightly due to the absorption of moisture from the glue, but this is not significant. Planed plywood absorbs moisture much more than wood. Therefore, before gluing, the moisture content of plywood should be 3-4% lower than that of wood. Requirements for glued wood surfaces
.
The wood surfaces to be glued must be smooth, free from traces of mechanical processing (tears, chips, dents and other processing defects), which negatively affect gluing and veneering. The parts to be glued together for the panel boards must be of the same thickness and from a homogeneous type of wood. The parts must be glued no later than 12 hours after the parts are prepared for gluing. It should be taken into account that a small difference in the thickness of individual parts can lead to significant unevenness during pressing, and consequently to a deterioration in the quality of gluing. Requirements for applying the working adhesive solution.
A solution of oxalic acid or another hardener must be applied to the surface to be bonded in an even layer without gaps.
The concentration and amount of solution applied to the surface to be bonded must strictly comply with the working instructions. The resin is applied to the surface to be bonded in an even layer without gaps. The film must adhere to the wood over the entire surface to be glued. The film should be free of air bubbles and other foreign impurities. The amount of resin applied to the surface to be bonded must strictly comply with the work instructions. Requirements for the gluing mode
.
Plates, tsulagi and gaskets must be cleaned of old glue and foreign contaminants. The waiting interval between applying the glue and pressing must not exceed the time specified in the work instructions. The holding time in the press, the pressure in the press, the holding time after releasing the pressure before subsequent processing must comply with the operating instructions of the enterprise. It must be remembered that pressing pressure allows you to press a thin film of the working glue solution between the wood fibers, remove air from the joint, and bring the surface into close contact with the glue until the glue completely sets. The pressure is maintained until the adhesive seam becomes strong enough to withstand the internal stresses that tend to separate the bonded surfaces from one another. Waiting in a free state before subsequent treatment after releasing pressure, indicated in the gluing positions, allows the glued wood to completely release or distribute excess moisture absorbed from the adhesive solution. If this period is not maintained, then swelling will remain in the adhesive joint areas and during processing, more wood will be removed in this area than in other areas. Later, when the joint dries, in these places there will be recesses into which planed plywood is drawn during veneering, which is very noticeable on the finished surface. Safety precautions when working with urea resins
. Despite the fact that when cold gluing wood with separate application of resin and hardener, the latter evaporates much less than during hot pressing, it is necessary to have exhaust ventilation in the form of an umbrella above the work place where the wood is directly glued and veneered and where the glued parts are located on exposure until further processing. The fan should not be located in the work area, but outside it. When gluing boxes, frames, all kinds of assemblies and other work, it is not allowed to work without safety glasses, as small splashes may get into your eyes. To protect your hands from exposure to oxalic acid and resin, you must use biological gloves. Biological glove pastes are formulated directly at the enterprise according to recipes. Recipe for AB biological paste to prevent hands from irritation when working with nitro products, solvents and other chemical solutions, g: Laundry soap…….. 150 Water………….. 300 Glycerin………… 100 Kaolin…………. 450 Soap is dissolved in heated water to obtain a soap emulsion. The resulting emulsion is cooled to 50° C, after which glycerin is introduced into it with continuous stirring. Then kaolin is added to the resulting mixture and everything is thoroughly mixed until a homogeneous mass is obtained. After standing for 10-12 hours, the paste is ready for use. The paste is rubbed into the hands; It dries within 5-10 minutes. The resulting thin film is elastic and protects hands from exposure to chemical solutions. At the end of the work, the film is easily washed off your hands with warm water. Recipe for biological gloves: I part of the composition: casein glue, g ... 70 water, g ...... 100 II part of the composition: water, g ...... 30 ammonia, drops ..... 2-3 III part of the composition: glycerin, g …… 50 alcohol, g…….. 130 Casein glue in an amount of 70 g is combined with 100 g of water and stirred for 45 minutes until a creamy paste is obtained. Then 2-3 drops of ammonia are mixed with 30 g of water and added to the resulting mass of casein. After this, 50 g of glycerin is added to 130 g of alcohol, mixed thoroughly and added to the total mass. The solution is stored in a sealed container for up to 4 days. The method of use is the same as AB biological paste.
B.V. Malyshev and others. “Furniture repair.” M., 1965
Marking and making eyelets
The production of elements begins with cutting out a groove into which the tenon will be inserted. The quality of each of them largely depends on the accuracy of the markings and the level of the tool used. For its manufacture, a milling cutter can be used, which allows you to speed up the process of obtaining the eye. In home workshops you can make a groove with your own hands. The manufacturing sequence depends on the type of tenon joint. The basic sequence is as follows. Marking begins by dividing the workpiece into three equal parts. Next, cuts are made using a thin hand saw. Then, using a chisel of the required width, the inner part of the cut is removed, obtaining a groove element. The final processing of the walls of the resulting groove is carried out using sandpaper.
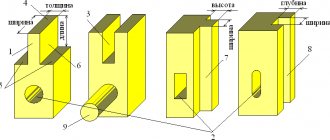
Marking and making a tenon
To ensure the reliability of the structure, the manufacture of a tenon must begin with careful markings. At the first stage, it is determined what type this element will be manufactured and where it should be located. According to its location, positions are distinguished: corner end, middle and box. In addition, you need to decide how many of them will be in the connection. One of the factors influencing the quantity is the thickness of the workpiece. If the part has a thickness that does not exceed forty millimeters, choose a connection with one tenon. If the width is in the range from forty to eighty millimeters, two or three are made. For thicker workpieces, a triple or multiple connection is cut. The experience of professionals shows that the tenon should have a thickness equal to one third of the total size of the part, and the length should be equal to the thickness of the elements being fastened.
The main stages of making a spike are:
- marking the future spike (horizontal and vertical);
- tool preparation;
- sawing;
- cleaning the walls;
- fit.
Marking the locations of the required cuts is done using measuring tools in both planes. The choice of cutting tool depends on the capabilities of the manufacturer. At woodworking enterprises, this operation is performed on special machines. If you plan to make a tenon with your own hands, use ordinary saws. The most suitable are: a bow saw or a hacksaw. After making the spike, its surface is cleaned. This is done using files and sandpaper. Next, the insert tenon is adjusted to fit the prepared groove. After completion of this operation, its final fixation is performed.
GLUING JOINERY BOARDS IN PRESSES WITHOUT HEATING
When gluing wood panels in presses, the hardener is applied to the laminated plywood with a brush or spray method. After applying the hardener, drying is allowed to remove moisture for 24 hours before pressing. The resin is applied to the plywood by passing it through glue rollers, two sheets folded into one pack. The resin is applied to the surface treated with a hardener. Then the shield is assembled and pressed under pressure of 5-6 kg/cm2 for 30-40 minutes. The time after applying the adhesive components before pressing should not exceed 8 minutes. Holding in a free state before subsequent processing - 3-4 hours; indoor air temperature 18-20 C, humidity 60-65%. The bond must be strong over the entire surface, without peeling off corners and edges.
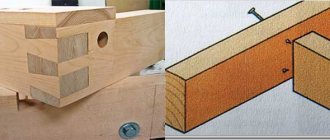
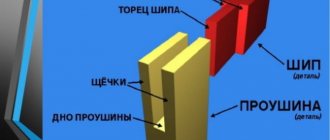
What and how to adjust spikes and lugs
How to make a tenon so that such a connection is of high quality and lasts a long time. The appearance of the tenon is considered one of the key moments in the history of the development of carpentry. They say that a real master must be able to make such compounds. Call them, if you like, a measure of the level of carpentry skill. How to make a tenon correctly and accurately fit to the eyes, through tenons, reinforced with dowels, will be clear evidence of the quality of the product, which is unattainable when using screws or time-saving lamellas. As the name suggests, this joint consists of a tenon passing through the hole (eye) of the adjacent part, and often the tenon is made to protrude slightly on the other side. If you're ready to learn how to make these joints, try using them instead of slats.
Main wood species
All wood is divided into two large groups: coniferous wood and deciduous wood.
Coniferous wood is highly durable and resistant to decay. Wood of this type is relatively light in weight.
The most commonly used wood in the country is pine. It is used for the production of poles, lumber, veneer, plywood, for the production of pulp and paper.
Cedar wood has the same properties as pine, but cedar is used primarily for furniture production.
Spruce wood is used the least often - mainly for the manufacture of musical instruments. Fir is used to make roofing boards. Larch wood contains a large amount of resinous substances, which is why it is difficult to rot, incl. when placing it in the ground.
Hardwood is most often used to make dowels
- acacia;
- birch;
- oak;
- nut
And only if there is no choice, it is allowed to use larch and pine. If a house is built from larch wood, preference is given to dowels made from this wood. Spruce is not suitable for making pins. Birch is considered the best tree for making dowels. For pine timber, dowels are made from acacia or oak.
Connecting parts with dowels and screws into a dowel L-120 means that dowels 120 mm long are used during assembly. Accordingly, the inscription connection with dowels and screws in dowel L-150 means that the parts are connected using a dowel 150 mm long. The value following the pin indicates the length of the pin in question.
Acacia wood
Birch wood
Oak wood
Walnut wood