SHARE ON SOCIAL NETWORKS
FacebookTwitterOkGoogle+PinterestVk
From this article you can find out what a cutting element such as a wood cutter for a hand router is. The text sets out a detailed classification of products: the main types and features of parts, their technical characteristics and practical use. The article contains useful recommendations that will help you decide on the choice of cutters for hand tools.
Milling cutters for hand routers are presented in a wide variety on the modern market, which makes it possible to choose the right tool to perform specific technological operations
Varieties of shank diameter
The first thing you need to pay attention to is the compatibility of the main tool and equipment. Specialized stores have a wide selection of replacement cutters of various designs, and when purchasing, you need to specify the diameter of the shank. To do this, you should look in the product passport for the standard by which it is made.
Typically, the kit includes two types of fastenings. In the metric system these are sizes 6.8 and 12 mm. Almost all domestic manufacturers offer this standard. Imported products often have inch components. Collets have sizes of 6.35 and 12.7 mm. Equipment of different standards cannot be changed. The working stroke of the collet is only a few tenths of a millimeter.
What does the color of the marking mean?
The color coding is intended to indicate the hardness of the attachment. This is very convenient for a beginner and a master:
- yellow stripe - very soft nozzle with fine abrasiveness. Used for polishing native nails and skin;
- red - a fairly soft cutter. Beginners are recommended to choose a set of attachments of various shapes in red color, as the most universal;
- blue - a tool of high rigidity, medium abrasiveness, used for processing rough skin, removing gel polish:
- green - use a cutter to remove varnish and give the desired shape to the nail.
- Black - a solid tool for working with artificial nails.
Types of cutter design
A manual milling machine can perform almost all woodworking operations, with the exception of artistic carving. The kit includes a parallel stop, a centering device for making circles, and a basic set of cutting equipment.
However, the available devices are not always enough to implement the conceived idea. You have to purchase the required models separately. Structurally, the types of cutters for a manual wood router are divided into three categories.
Prefabricated
This design consists of several parts. Several options are possible. The universal shank has a locking nut at the bottom. You can change both the bearing and the working part with soldered cutting edges. It is convenient to carry out work when the structure is fixed in the router. You just need to make sure that the device is disconnected from the network.
With replaceable cutting edges
Tools in this category are widely used in large industries. But wood cutters for a manual router of a similar design are rare. The tool is in demand among professionals who know how to take advantage of the technology.
Replaceable edges can be repaired, sharpened, replaced. Inexperienced craftsmen may encounter difficulties during installation. It requires skill to adjust the position correctly.
Monolithic
One-piece design, ready for use immediately after purchase. Adjustable only in depth. To obtain the desired profile pattern, purchase the appropriate cutter. The collet clamp allows you to quickly change models. High-quality factory sharpening allows you to perform operations with high quality and productivity.
A large assortment of products of various configurations: straight, corner, figured cutters. Affordable price makes them very popular. Not all craftsmen even sharpen them, since the geometry of the cutting edges changes during processing. It’s easier to buy a new part for the router.
Main characteristics
Any type of cutter can be characterized by several parameters. The main ones:
- geometry (general shape);
- shape of cutting edges (blades);
- design;
- the material from which the blades are made;
- outer diameter, landing, of the shank.
Regardless of the parameters, all types must have high strength, so they are made from hard, durable materials followed by heat treatment. Spraying is used to increase the wear resistance of products.
Design
The shank and cutting teeth or blades are the main parts of a wood router. They are made from a single piece of metal (such tools are called monolithic) or from separate parts with subsequent fastening (prefabricated, composite).
Monolithic cutters are made of tool steel (hardness not lower than HRC 58...62) together with the cutting part, which is then sharpened. They have a short service life, which is due to the impossibility of replacing cutting inserts as they wear out. Their main advantage is low cost.
Prefabricated cutters are a steel blank with soldered blades, which are made of tool steel or carbide metals. In their production, great importance is paid to the recipe and quality of the solder with which the blades are soldered. It should be a refractory grade containing copper and silver. Such solders include, for example, PSR 37.5 and PSR 40.
Note! Cutters with soldered blades cannot be sharpened.
Milling cutters with replaceable blades (milling heads) are a type of prefabricated cutters. In them, the blades are installed in such a way (mechanical fastening) that they can be changed as they wear out.
There are also milling heads in which several types of cutting blades are combined into a single whole; they are called stacked. In this case, you can change the order of the set of cutting parts and the distance between them. With such a replacement, the tool should not lose its longitudinal stability during operation.
The kits are used to produce shaped wood products and other works with wood.
In order to simplify the work associated with precision milling using hand-held woodworking tools, a wood edge mill is often equipped with a small bearing. It is mounted at one of the edges of the cutting edge (top or bottom) and during operation ensures the correct direction of movement, resting against the edge of the wooden part.
Blade Types
Based on the type of blade, wood cutters are divided into carbide (marked with the abbreviation HSS) or high-speed (marked with the letters HM). In this case, tools with high-speed edges process soft wood, and with carbide blades - hard wood.
Carbide blades have a high temperature coefficient and improved performance.
In this case, the blades of all types of cutters can be positioned vertically or at an angle. Vertically oriented blades cut material. Inclined knives cut off a layer of material, which avoids chipping the wood along the edges of the parts. There is also a spiral arrangement of cutting edges. Using tools with inclined or spiral-oriented blades significantly improves surface finish.
Geometric parameters
The main parameter that affects the compatibility of cutters with a specific model of woodworking machine (milling machine, CNC machine, etc.) is the size of the shank. This is due to the fact that for their installation in the machine, special collet clamps (collets) are used, which reliably encircle and clamp the shank. In practice, collets are used in which the diameter of the seat is measured in inches (1/2″ and 1/4″) or millimeters (6.12 or 18 mm).
Note! You cannot insert a cutter with a millimeter shank into an inch collet and vice versa. This may break the instrument.
The landing dimensions of the cutters also depend on the installation method. Mounted cutters mounted on the spindle of a stationary milling machine have a seat diameter of 32 mm. For end (finger) cutters, which are designed for installation in a hand drill chuck or a milling cutter collet, the diameter of the shank can be different - from 6 to 12 mm.
Blade Types
High rotation speed, up to 30,000 rpm, makes it impossible to use carbon steels as cutting tools. In the manufacture of all types of wood cutters for hand routers, alloys are used that can withstand the operating temperature that arises during friction at high speeds:
- Tool steel. Good wear resistance. Low price attracts buyers. Even hardwood does not wear out the tool quickly, but for working on chipboard, MDF is not suitable. You can blunt it in the first minute.
- Carbide brazing. A cutting tool of this class will cost more, but the result will be noticeably better. High quality and durability are the main advantages of products with carbide cutting edges. The disadvantages include chipping of the composite under heavy loads during the processing of certain types of wood of high strength and toughness. Parts made from chipboard do not pose such a danger and are easy to process.
Conventional wood cutters for a hand router made of tool steel can be sharpened with a regular abrasive tool. To restore carbide products you need a diamond wheel.
Surface treatment requires a high level of cleanliness and roughness. It is difficult to do this at home, in everyday conditions. You need professional equipment or relevant skills.
Video: Types of wood cutters and their purpose
How to choose
The quality and durability of a cutter can only be determined through actual work. It is impossible to do this by inspection or other means before purchasing. If you need to buy a large set of different profiles for a significant amount, you can check the quality without lengthy work in the following way:
- buy one cutter from the selected manufacturer;
- the reverse side of the cutting edge is trial sharpened with an ordinary file with a fine notch;
- if sawdust is removed, the alloy is not strong enough. (Easy to sharpen, easy to dull).
It is not worth buying a large number of cutters of this quality. Carbide edges are sharpened only with abrasive wheels of sharpening machines or diamond needle files; a regular file will not take them.
Signs of a low-quality or dull cutter - the profile is not completely selected. The tool moves with force, the wood turns black and burns until smoke appears.
A brand's reputation can give an idea of quality. Most brands produce “mass consumer goods” for household use, but the quality is good enough to do the job required.
The cutters of the above brands - Bosch, Enkor, Fit, etc. - have average and sufficient quality for work.
Price is not always an indicator of quality. The fact is that the price depends not only on the expensive or cheap alloys used, the cost of the equipment, but also on the profile of the cutter. A complex profile of a larger size costs more than a simple one.
Good cutters are produced by German manufacturers. Quality guarantee if the product is not manufactured, for example, “in the PRC under control, etc.,” but specifically in Germany. Therefore, when searching in online stores, you should click on country-. The results will only include products manufactured in this country.
German cutters are perfectly balanced, do not create vibrations or beats at high speeds, process wood as cleanly as possible and retain their working qualities for a very long time without sharpening.
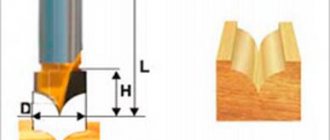
Grooving cutters
The standard set of wood cutters for a hand router must include at least one product from this category. However, this will not be enough to perform complex operations. There is a wide selection of groove cutters on sale, divided into the following types:
- Direct. Designed for making a rectangular groove.
- Angular. They make a triangular groove.
- Conical. Used to make tenon joints, such as dovetails.
- Composite. A set of individual elements on one shank. Often offered as a set. From separate parts you can assemble two cutters, which are mirrored. As a result of processing, a locking connection is obtained. A convenient method for making linings, panels, and when assembling panels at home.
In terms of sales volume, wood groove cutters for hand routers are among the leaders. Woodworking is often associated with the need to connect parts made of this material into a single structure. These devices are designed exactly for this. The operation time is reduced manifold. In addition, a groove made by hand is usually inferior in quality.
Colors of manicure cutters: what do they mean and how do they differ?
Like a file, each cutter has a certain abrasiveness. Cutters can be hard, medium, soft and very soft. How to determine their hardness? By the color of the notch at its base.
Black and purple notches
These colors indicate the hardest cutters. They are used only when processing and filing artificial material (extended nails). Such cutters are not suitable for manicure, as they are very rough.
Green notch
Green cutters are hard. They are used to remove artificial materials (acrygel, gel, acrylic). They are also used in pedicures to treat calluses. But in manicure they are quite rare.
Important!
This type of cutter is not suitable for working with sensitive skin or hyperhidrosis.
On cutters for removal, this color indicates large and medium notches.
Blue notch
This color indicates medium-hard cutters. They are used only for working on the outer areas of the skin. They are not suitable for working on the nail plate.
On cutters for removal, this color indicates the average cross-shaped and average straight-transverse notches.
Red notch
Red cutters are soft. They are used to work both on the skin and on the surface of the nail plate. They are the most versatile. They are usually used to clean out pterygium from the surface of the nail and in the lateral sinuses.
Important!
Have you come across a diamond cutter with two red notches? This means that it has increased softness.
On cutters for removal, this color indicates the middle cruciform-transverse notch.
Yellow notch
This color indicates soft cutters. They are used when working with sensitive skin and on the natural nail plate. On cutters for removal, this color indicates a fine cross-shaped notch.
White notch
White-knurled cutters are ultra-soft. They are intended for sensitive skin and minor nail work. Such cutters are not suitable for the everyday work of a craftsman, so they are used extremely rarely.
On removal cutters, this color indicates a fine spiral cut.
Edge cutters
The largest product category. You need edge cutters for wood for a manual router when forming the end of a part of the desired shape. Used for the manufacture of furniture elements and slats. A characteristic feature is the ability to use the edge of the workpiece as a support.
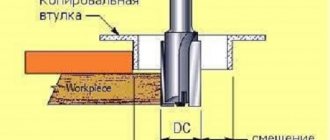
The bearing, moving along it, processes the wood at a distance specified by the design. By adjusting the position height, you can achieve the desired processing depth and the appropriate shape of the part. Copy cutters also fall into this category.
A bearing of the same diameter with the cutting edge moves along a template fixed on the reverse side of the workpiece. The result is an exact copy of the required dimensions. Convenient when producing large quantities of identical parts.
Metal cutters
There is no specially created metal equipment for a hand router. Typically, craftsmen use equipment designed for machine tools with a suitable shank diameter. Most often, end mills are used on hand-held units to create grooves. But you should know that the router is a high-speed machine, which is not very suitable for end cutters. Therefore, the metal must be removed in minimal layers, a few tenths of a mm thick, and in several passes. The following photo shows a spiral cutter for metal.
Also, milling cutters can be equipped with burrs of various configurations, which can easily cope with steel, cast iron, stainless steel, brass and even titanium. But since they most often have a small shank diameter (6 mm), an adapter will be required for installation in an eight-mm collet.
Burrs for metal come in the following types.
- Disk. You can make all kinds of cuts and process grooves.
- Conical (60°). Used for countersinking holes.
- Conical with reverse taper. The equipment is used for grinding grooves, processing sharp corners of the workpiece, removing welds in the corners of the product, and processing hard-to-reach holes.
- Conical with rounding. Used for processing joints, cleaning welds, and processing planes.
- Conical pointed. The tool can handle sharp corners, joints of parts, and also perform milling in hard-to-reach places.
- Oval. They process and expand holes, and also align welds in the corners of parts.
- Flame-shaped. Thanks to its universal shape, the tool is used for creating fillets, as well as for processing them.
- Spherical. The tooling can be used for machining holes, creating semicircular mates and machining grooves.
- Spheroconic pointed. You can process honey with planes connected at an acute angle.
- Spheroconic rounded. Mates with internal radii are processed.
- Spherocylindrical. You can process edges, profiles, welds, radius grooves. This equipment also removes chamfers and burrs and prepares the surface for welding.
- Cylindrical with a smooth end. Used for processing contours, seams after welding, edges, for chamfering and deburring.
- Cylindrical with teeth. Equipment with teeth on the end is used for the same purposes as equipment with a smooth end. Only this type of tool can work simultaneously in two planes at right angles.
Combined cutters
The product is a construction of several types of cutters assembled on one shank. In this case, you can change their position, using bushings and gaskets to increase/decrease the distance between them. The technology allows you to obtain profiles specified according to the drawing and make the desired shape taking into account the dimensions of the workpiece.
Assembly does not take much time; it is important to select the correct components in size, since it is impossible to change the distance from the axis of rotation to the extreme point of the device.
You can also use basic cutters to perform a complex pattern, but in this case you need to make several passes, adjusting the equipment each time. The prefabricated structure will allow you to significantly reduce the operation time, and all products will turn out geometrically and qualitatively the same.
Types of cutters for CNC machines
We continue to publish materials from the textbook by Bosinzon M.A. “Processing of parts on metal-cutting machines of various types and types . This time we will analyze the classification of cutters.
CLASSIFICATION OF MILLS
Milling cutters
- These are multi-tooth cutting tools used for processing planes, grooves, shaped surfaces, bodies of rotation, as well as for cutting materials. During the milling process, there are usually several teeth in contact with the workpiece, removing chips of variable thickness. At the same time, thanks to the large total active length of the cutting edges, high productivity of the milling process is ensured, which is also enhanced by the high milling speed, which is achieved due to the periodic exit of the teeth from the cutting zone, which provides cooling and the removal of thermal stress in the cutting wedge.
The kinematics of milling is simple: the cutter receives rotation from the main drive, and the workpiece is fixed on the machine table. The feed movement from a separate machine drive is not kinematically related to the rotation of the cutter. It can be straight, rotary or helical, and the cutting edges of the cutter can be straight, inclined to the axis, helical or shaped. This leads to the emergence of a huge variety of cutter designs and a wide range of their applications.
Milling cutters can be classified according to the following main characteristics:
■ according to the design of the cutting teeth and the method of sharpening them
there are:
- with pointed teeth;
- with grindable teeth on the back surface;
- with back teeth ground along the front edge;
■ according to the shape and location of the cutting edges relative to the axis of rotation of the tool, milling cutters are divided into:
- to cylindrical;
- disk;
- end;
- end;
- corner;
- shaped;
■ in the direction of the teeth to the cutter axis there are:
- straight teeth;
- screw;
- with
inclined teeth;
■ according to the method of mounting on the machine, cutters are divided into:
- on mounted ones with a hole for a mandrel;
- end with a cylindrical or conical shank;
■ according to their design, cutters are divided into:
- for solid ones;
- prefabricated with inserted teeth, including soldered or mechanically fixed cutting inserts made of hard alloy or super-hard materials (STM).
In Fig. Figure 11.1 shows the main types of cutters with different locations of cutting edges relative to the axis of rotation of the tool.
Cylindrical cutters (Fig. 11.1, a ) are used on horizontal milling machines when processing planes. They can be with helical or straight teeth. Helical cutters operate smoothly and are widely used in manufacturing. Straight cutters are used only for processing narrow surfaces, where the advantages of helical cutters do not have a big impact on the cutting process. Cylindrical cutters are made of high-speed steel and equipped with carbide flat and helical inserts.
Disc cutters (Fig. 11.1, b ) are slotted, two-sided and three-sided and are used for milling grooves and grooves. Slotted disc cutters have teeth only on the cylindrical surface and are designed for cutting relatively shallow slots. To reduce friction at the ends of groove cutters, an auxiliary cutting angle of about 30° is provided, i.e. the thickness of the cutter is made at the periphery greater than in the central part at the hub. An important element of a groove cutter is its thickness, which is made with a tolerance of 0.04...0.05 mm. As the teeth grind down, as a result of undercut, the thickness of the cutter decreases. However, this has no practical significance, since the magnitude of this decrease is small.
Rice. 11.1. Types of cutters:
A
- cylindrical;
b
- disk;
c
- end;
g, d
- terminal;
e - angular; g - shaped: t
- grinding depth;
B
- grinding width;
D ( d )
– cutter diameter
Face mills (Fig. 11.1, c) are widely used when processing planes on vertical milling machines. Their axis is set perpendicular to the processed plane of the part. Unlike cylindrical cutters, where all points of the cutting edges are profiling and form the machined surface, in face mills only the tips of the cutting edges of the teeth are profiling, and the end cutting edges are auxiliary. The main cutting work is performed by the side cutting edges located on the outer surface.
Face mills ensure smooth operation even with a small allowance, since the angle of contact with the workpiece does not depend on the amount of allowance and is determined by the milling width and the diameter of the cutter. An end mill can be more massive and rigid compared to cylindrical ones, which makes it possible to conveniently place and securely fasten cutting elements and equip them with hard alloys. Face milling usually provides greater productivity than cylindrical milling, which is why most face milling jobs are now performed with face milling machines.
End mills (Fig. 11.1, d, e ) are used for processing deep grooves in body parts of contour recesses, ledges and mutually perpendicular planes. They are mounted in the machine spindle with a conical or cylindrical shank. With these cutters, the main cutting work is performed by the main cutting edges located on the cylindrical surface, and the auxiliary end cutting edges only clean the bottom of the groove. End mills, as a rule, are manufactured with helical or inclined teeth, the angle of inclination of which reaches 30 ... 45 °. The diameter of the end mills is chosen less (up to 0.1 mm) than the width of the groove, since during milling it is broken. A type of end mill is a two-flute keyed end mill. They, like a drill, can go deep into the workpiece material with an axial feed movement and drill a hole, and then move along the groove. At the moment of axial feed, the main cutting work is performed by the end edges, one of which must reach the axis of the cutter to ensure drilling of the hole. Resharpening of key cutters is carried out along the rear surfaces of the end edges. At the same time, the diameter of the cutter remains unchanged, which is necessary to ensure a constant size of the groove.
End mills have high productivity despite partially cut teeth.
Angle cutters (Fig. 11.1, e) are used when milling corner grooves and inclined planes of parts. Single-angle cutters have cutting edges located on the conical surface and end. Double angle cutters have cutting edges that are located on two adjacent conical surfaces. Angle cutters are widely used in tool production for milling chip flutes of various tools. When working with single-angle cutters, axial cutting forces arise, since the metal of the workpiece is cut mainly by cutting edges located on the conical surface. In double-angle cutters, the axial forces that arise during the operation of two adjacent corner edges of the tooth somewhat compensate each other, and when operating symmetrical double-angle cutters, they are mutually balanced, so double-angle cutters operate more smoothly.
T-shaped cutters are used for machining T-shaped grooves of parts, which are often found in the machine tool industry. They work under difficult conditions and often break down due to difficulty in chip removal and stacking. Each tooth works twice during one revolution of the cutter. To improve chip removal, such cutters are made with multi-directional teeth and with an undercut angle at the ends equal to = 1 ... 2°.
Shaped cutters (Fig. 11.1, g) have become widespread when processing various shaped surfaces of parts. The advantages of using such cutters are especially pronounced when processing workpieces with a large ratio of length to width of the surfaces being milled.
Design features of milling cutters equipped with carbide. The designs of cutters and their operating conditions make it possible to widely use high-performance hard alloys, mineral ceramics and STM for their equipment, which, however, have reduced bending strength and fragility. The widespread use of carbide alloys is facilitated by the following advantages of the milling process:
■ favorable chip shape, small thickness and length, ensuring its good transportability;
■ intermittency of the cutting process, reducing the thermal stress of the cutting elements;
■ high rigidity and vibration resistance.
These properties have provided favorable opportunities for the use of replaceable inserts (RII), and the large overall dimensions of cutter bodies allow the placement of elements for their fastening.
Disadvantages of the milling process include:
■ work with impacts;
■ high probability of working under conditions of uneven milling, causing vibrations and oscillations;
■ cutting with zero chip thickness (for cylindrical milling);
■ difficult chip removal when working with end, disk and slot mills;
■ high cost of manufacturing prefabricated cutters with strict requirements for axial and radial runout of cutting edges.
However, as practice has shown, by taking measures to eliminate or reduce the influence of unfavorable factors on the durability and productivity of the milling process, it has been possible to achieve the widespread use of new grades of cutting materials and mainly hard alloys in most cutter designs. Particularly good results were obtained in the development of designs of end mills equipped with SMP, which practically replaced the previously widely used milling cutters with brazed carbide plates.
Rice. 11.2. Small diameter carbide cutters:
A
— solid carbide end mill;
b
- narrow disk cutter
Brazed plates are used only in the manufacture of small-sized cutters, in which it is not possible to place elements of mechanical fastening of the plates. But even in these cases, when cutting difficult-to-cut materials, preference is given to monolithic cutters made entirely of hard alloy and obtained by pressing in special molds.
Methods of manufacturing monolithic cutters or their cutting part are also used by grinding from carbide blanks with diamond wheels, as well as by cutting from plasticized blanks with their subsequent sintering. For example, the production of solid carbide end mills with a diameter of 3... 12 mm has been mastered (Fig. 11.2, a), as well as narrow disk and other types of cutters with straight or helical teeth (Fig. 11.2, b). In this case, end mills are made either with a cylindrical shank, or in the form of crowns and inserts connected by soldering to a steel shank.
Currently, in the designs of medium and large cutters, the method of soldering carbide inserts to tool bodies is used when the cutting inserts have a shaped shape. So, for example, in Fig. Figure 11.3 shows a cylindrical cutter with soldered screw plates, which can only be produced in short lengths. Each tooth is a set of such plates, and their joints are designed in the form of chip-breaking grooves. The main disadvantage of such a cutter is the need to re-solder and sharpen all the teeth if at least one of the plates breaks. End mills with a short working part length are also manufactured with screw-brazed plates.
Cylindrical cutters, due to the specifics of their designs and cutting conditions, are much less often equipped with carbide SMPs compared to face cutters.
Face mills allow a wide variety of ways to attach multifaceted inserts, and therefore a huge number of different types of such cutters are currently produced, the most complex of which allow you to adjust the position of the inserts in the body in order to obtain minimal radial and axial runout of the cutting edges.
Analysis of modern designs of end mills shows that the main directions in the use of SMP are:
■ fastening the plates directly to the body or its components;
■ use of liners with two or three bases for the plates;
■ use of a mechanism for adjusting the position of the cutting edges of the inserts relative to the axis of rotation of the cutter.
Widely used plates are tri-, tetrahedral, parallelogram-shaped, less often round and pentagonal, negative and positive in geometric parameters, with or without holes for fastening. The plates are fastened with screws or levers through the hole, as well as with wedges that press the plate to the socket in the body or in the liner.
End mill shanks can be cylindrical, conical or special short cylindrical. Until recently, disc cutters equipped with carbide inserts were usually used in a soldered version. However, due to the difficulty of sharpening and soldering cutting plates when heated (especially on three-sided cutters), cutters with mechanical fastening of SMP are becoming increasingly common. The designs of these cutters mainly use the same methods and fastening elements as those used in the designs of face mills.
Rice. 11.3. Cylindrical cutter with helical carbide inserts:
L
— cutter length;
d
—cutter diameter; d1 - diameter of the central hole of the cutter; ω — angle of inclination of teeth
Table 11.1. Selecting the grade of tool material for cutters for various processing methods
| Methods and nature of processing | Brand of tool material used for processing | ||||||||||||||||
| Carbon and alloy steel | Hardened steel | Titanium and alloys based on it | Cast iron | Non-ferrous metals and their alloys | Non-metallic materials | ||||||||||||
| Rough milling | R6M5 T5K10 | — | VK4 VK8 | R6M5 VK6 VK8 | VK4 VK6 VK8 | VK3 VK4 | |||||||||||
| Finish milling | R6M5 T15K6 T14K8 | T30K4 T15K6 VK6 VK8 | VK4 VK6 VK8 | R6M5 VK6 9HS R18 | R6M5 R18 VK6 VK4 | VK3 | |||||||||||
The choice of tool material for cutters depends on the workpiece material being processed, processing modes and requirements for the productivity of technological operations. A detailed description of instrumental materials is given in subsection. 8.3. In table Table 11.1 shows the grades of tool material of cutters for various processing methods.
Figurine cutters
A special type of product for the manufacture of panels and similar parts. There are one-sided and two-sided. Deep penetration into the body of the workpiece creates difficulties in work. The cutting edge captures a large mass of wood during processing.
The cutter gets stuck or starts to vibrate. Experienced craftsmen first go through the part with an edge, groove analogue, leaving a small allowance. Finishing is then done with a figurine cutter, which easily copes with the difficult task. Double-sided models of this product can create patterns of various shapes on the front and back sides of the workpiece.
Milling cutter is different - how many of you are there...
Manicure cutters are usually classified according to the material of manufacture and the degree of abrasiveness. The harder the material and the larger the cell, the rougher the work for which the tool is intended. In addition, for each cutter it is necessary to set its own machine speed. To avoid sawing through the nail, for example, to avoid injuring yourself by removing the skin and to avoid damaging the cutter. If we distribute according to the degree of rigidity, then the cutters are:
- ceramic;
- metal or carbide;
- diamond;
- plastic;
- silicone.
Universal tools are a separate category. But this does not mean that such a cutter can be used both for creating a shape and for polishing. Universal tools are, for example, diamond and metal nozzles for treating nails, silicone and ceramic for treating skin.